In the food processing industry, maintaining product quality while ensuring efficient operation is crucial. One technology that has gained popularity is the food grade progressive cavity pump. This type of pump offers several advantages that make it an ideal choice for handling various food products.
Understanding Food Grade Progressive Cavity Pumps
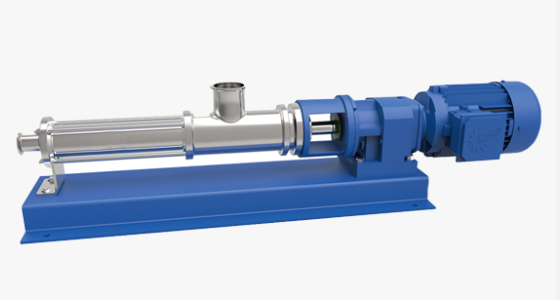
A food grade progressive cavity pump is designed to move viscous fluids with precision and efficiency. It utilizes a helical rotor within a stator to create cavities that progressively transport the fluid. This mechanism allows for gentle handling of products, which is particularly important in the food industry.
Key Benefits
1. Gentle Product Handling
One of the most significant benefits of using a food grade progressive cavity pump is its ability to handle delicate food products without causing damage. The pump’s design minimizes shear forces, making it suitable for transferring products like sauces, creams, and purees. This gentle handling helps preserve the texture and integrity of the food, ensuring high-quality output.
2. Versatility
Food grade progressive cavity pumps are highly versatile and can handle a wide range of food products, from thin liquids to thick pastes. This adaptability makes them ideal for various applications, including dairy, beverages, and processed foods. The ability to switch between different types of products without extensive modifications is a significant advantage for manufacturers.
3. Consistent Flow Rate
These pumps provide a steady and consistent flow rate, which is essential for maintaining uniformity in production. A consistent flow helps ensure that the final product meets quality standards and reduces the risk of variations in taste and texture. This reliability is particularly beneficial in large-scale food production operations.
4. Easy Maintenance
Food grade progressive cavity pumps are designed for easy maintenance. Their straightforward construction allows for quick disassembly and cleaning, which is vital in the food industry where hygiene is paramount. Regular maintenance not only extends the pump’s lifespan but also ensures optimal performance, contributing to overall operational efficiency.

5. Hygiene and Sanitation
Hygiene is a top priority in food processing, and food grade progressive cavity pumps are built with this in mind. They are made from materials that meet food safety standards, ensuring that no harmful substances leach into the products. Additionally, their design minimizes the risk of contamination, making them a safe choice for handling food items.
6. Energy Efficiency
Energy efficiency is another benefit of using food grade progressive cavity pumps. Their design allows for efficient operation, reducing energy consumption compared to other pumping methods. This not only lowers operational costs but also contributes to a more sustainable production process.

Conclusion
In conclusion, the benefits of using a food grade progressive cavity pump are numerous. From gentle product handling and versatility to consistent flow rates and easy maintenance, these pumps are an excellent choice for food processing applications. By prioritizing hygiene and energy efficiency, they not only meet industry standards but also contribute to the overall quality and sustainability of food production. Investing in a food grade progressive cavity pump can lead to enhanced operational efficiency and improved product quality, making it a valuable asset for any food manufacturer.